





























 粤公网安备 44060602000001号
粤公网安备 44060602000001号您是否已有钢铁世界网账号?
您可使用已有账号申请成为业务员账号
模锻用的锻模上用来改变原坯料或拔长(见拔长模槽)、滚挤(见滚挤模槽)坯料的轴线形状,使其符合锻件水平投影形状的制坯模槽。在弯曲模槽中金属轴向流动较小,在有的断面上将坯料卡压(见卡压模槽)。坯料在弯曲模槽中打击1~2次,然后翻转90。放到预锻模槽中去。
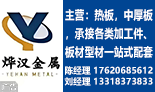
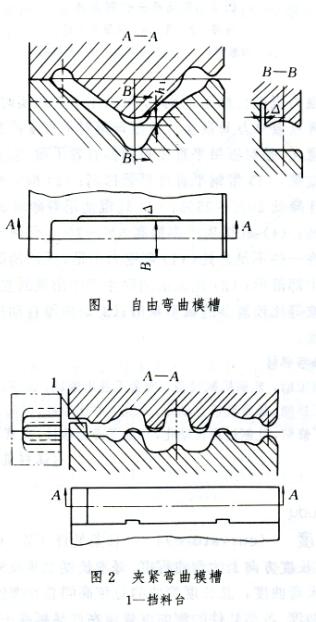
弯曲模槽有自由弯曲模槽和夹紧弯曲模槽两种。自由弯曲模槽如图1所示。毛坯拉伸变形较小,只有一个弯角,常用于圆滑弯曲的锻件。夹紧弯曲模槽如图2所示。毛坯拉伸变形较大,弯曲时也有成形,适用于多个拐弯的锻件,如多拐曲轴等。
弯曲模槽的设计根据终锻模槽在分模面上的外形(分模线),用作图法绘出。弯曲模槽的高度比锻件平面图上相应尺寸减小2~10mm。弯曲模槽的宽度按下式计算:
B=F坯 /h min+(10~20)mm
式中F坯为毛坯断面积;h min为模槽最小高度。
在设计弯曲模槽时还应注意以下问题:
(1)在急弯处应作成大的圆角,防止终锻时产生折叠;
(2)在下模上应有两个支点以支持压弯前的坯料,此两点的高度应能使坯料呈水平放置;
(3)当坯料在模槽弯曲时,在弯曲模槽的末端应作出挡料台控制位置;
(4)模槽中的凸出部分应制出横向弧形凹坑(图1中B-B截面)以便坯料定位,凹坑深度h1=(0.1~0.2)h(h为模槽相应部位的深度);
(5)模槽要有适当的斜度,以便坯料压弯后易于从模槽中取出和操作方便。

免费询价服务
Copyright © 2013-现在 广东乐从钢铁世界电子商务股份有限公司 All Rights Reserved
客服专线:0757-28331022 400-800-8333
粤ICP备14043275号
ICP证:粤B2-20192082
营业执照


