





























 粤公网安备 44060602000001号
粤公网安备 44060602000001号您是否已有钢铁世界网账号?
您可使用已有账号申请成为业务员账号
上轧辊的工作直径(或平均工作直径)大于下轧辊的工作直径时,轧件出孔型后向下弯曲的现象。反之,轧件向上弯曲则称为下压。用一对辊径有差值的轧辊进行的轧制俗称“压力”轧制。 采用“压力”轧制的目的是:(1)控制轧件出孔型时的弯曲方向。在实际生产中,由于钢锭或钢坯上、下面加热不均、开、闭口轧槽脱槽阻力不同,以及当三辊开坯机采用共轭箱形孔型时上、下轧辊工作辊径必然不等,采用某些异形孔型轧制异形断面时上、下轧辊平均工作直径不能相等等原因,都可能造成轧件出孔型时向上或向下弯曲。
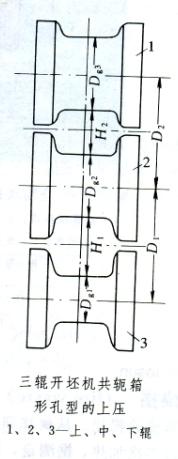
为了控制轧件出孔型时的弯曲方向,往往采用“压力”轧制。例如初轧机常采用10~20mm的下压值,以防止钢锭由于本身纵向刚性较大,向下弯曲时容易冲坏辊道。又如在一般型钢轧机上常采用上压,使轧件出孔型后略向下弯曲,以利用辊道自行矫直,并可省略防止轧件上弯的上卫板,减少事故发生的几率。(2)使轧件易于脱离轧槽,防止缠辊。例如轧制异形断面型材时,由于闭口轧槽的楔卡作用,轧件出孔型时易向闭口轧槽方向缠辊,此时除应在该处安装卫板外,还要采用一定“压力”,使轧件向相反方向弯曲,以防止缠辊。(3)控制轧件出孔型后的状态,上保证成品各部尺寸精确。例如重轨成品孔一般采用斜配置,由于重轨头部金属所占比重大,出孔后易产生弯曲扭转,造成上腹高、下腹低的缺陷,如此时在头部采用一定的下压,则可克服上述缺陷。(4)三辊开坯轧机采用共轭箱形孔型时不可避免要产生上压(见图)。这是由于上、下一对孔型共用中辊轧槽所造成的,此时上压值同压下量、轧辊原始直径的关系为: △D= △Dg1+△Dg2=2△h2—2(D1—D2) 式中△D为上、下一对共轭箱形孔型中的总压力值,△Dg1、△Dg1分别为下孔和上孔的上压值,△h2为上孔的压下量,D1、D2分别为下、中辊的平均原始直径和上、中辊的平均原始直径。由上式可知,为避免总压力值过大,应适当减少上孔压下量和增大下、中、上辊的原始辊径差。当压力值过大时,易造成轧件的过大弯曲和轧槽与轧件之间的速度差和附加磨损,同时还会使上、下轧辊、传动部件承受不同的扭矩,造成局部传动部件的损坏,因此对所采用的压力值应进行适当控制。

免费询价服务
Copyright © 2013-现在 广东乐从钢铁世界电子商务股份有限公司 All Rights Reserved
客服专线:0757-28331022 400-800-8333
粤ICP备14043275号
ICP证:粤B2-20192082
营业执照


