





























 粤公网安备 44060602000001号
粤公网安备 44060602000001号您是否已有钢铁世界网账号?
您可使用已有账号申请成为业务员账号
淬火 (qLlenching)
将工件加热至临界点以上,使内部发生相变,形成高温区的同素异构相,随后以大于该材料临界冷却速度冷却,使形成低温区的非平衡同素异构相的金属热处理工艺。主要用作钢铁材料的强化、硬化处理,在有色金属和非金属材料也有应用。钢的淬火,加热形成的高温同素异构相为奥氏体(见奥氏体化),冷却时获得的低温区非平衡相为马氏体(见马氏体转变)或贝氏体(见贝氏体转变)。个别情况下,将获得细片状珠光体的处理亦视为淬火,称“欠速淬火”。
淬火是钢铁材料强化的基本手段之一。钢中马氏体是铁基固溶体组织中最硬的相(表1),故钢件淬火可以获得高硬度、高强度。但是,马氏体的脆性很大,加之淬火后钢件内部有较大的淬火内应力,因而不宜直接应用,必须进行回火。
表1钢中铁基固溶体的显微硬度值

淬火工艺在现代机械制造工业得到广泛的应用。机械中重要零件,尤其在汽车、飞机、火箭中应用的钢件几乎都经过淬火处理。为满足各种零件干差万别的技术要求,发展了各种淬火工艺。如,按接受处理的部位,有整体、局部淬火和表面淬火;按加热时相变是否完全,有完全淬火和不完全淬火(对于亚共析钢,该法又称亚临界淬火);按冷却时相变的内容,有分级淬火,等温淬火和欠速淬火等。
工艺过程 包括加热、保温、冷却3个阶段。下面以钢的淬火为例,介绍上述三个阶段工艺参数选择的原则。
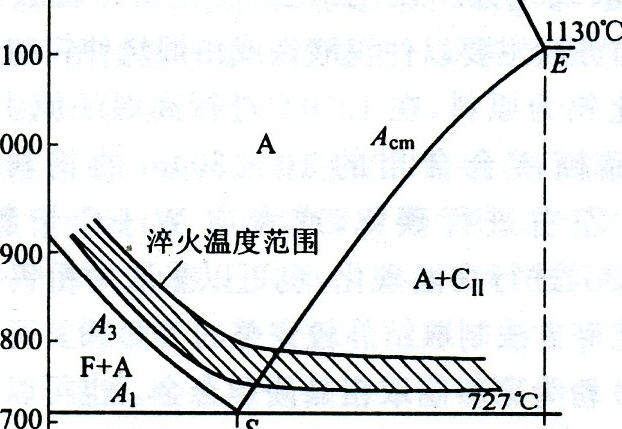
图1碳素钢淬火温度范围示意图
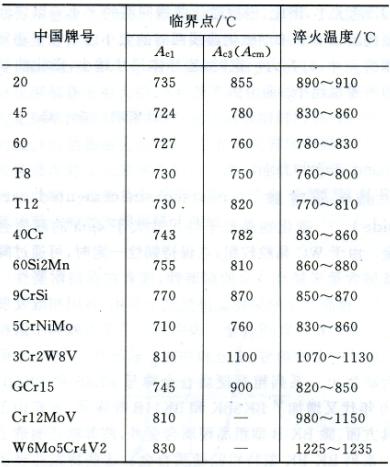
加热温度 以钢的相变临界点为依据,加热时要形成细小、均匀奥氏体晶粒,淬火后获得细小马氏体组织。碳素钢的淬火加热温度范围如图1所示。由本图示出的淬火温度选择原则也适用于大多数合金钢,尤其低合金钢。亚共析钢加热温度为Ac3温度以上30~50℃。从图上看,高温下钢的状态处在单相奥氏体(A)区内,故称为完全淬火。如亚共析钢加热温度高于Ac1、低于Ac3温度,则高温下部分先共析铁素体未完全转变成奥氏体,即为不完全(或亚临界)淬火。过共析钢淬火温度为Ac1温度以上30~50℃,这温度范围处于奥氏体与渗碳体(A+C)双相区。因而过共析钢的正常的淬火仍属不完全淬火,淬火后得到马氏体基体上分布渗碳体的组织。这-组织状态具有高硬度和高耐磨性。对于过共析钢,若加热温度过高,先共析渗碳体溶解过多,甚至完全溶解,则奥氏体晶粒将发生长大,奥氏体碳含量也增加。淬火后,粗大马氏体组织使钢件淬火态微区内应力增加,微裂纹增多,零件的变形和开裂倾向增加;由于奥氏体碳浓度高,马氏体点下降,残留奥氏体量增加,使工件的硬度和耐磨性降低。常用钢种淬火的温度参见表2。
表2常用钢种淬火的加热温度
实际生产中,加热温度的选择要根据具体情况加以调整。如亚共析钢中碳含量为下限,当装炉量较多,欲增加零件淬硬层深度等时可选用温度上限;若工件形状复杂,变形要求严格等要采用温度下限。
保温时间 由设备加热方式、零件尺寸、钢的成分、装炉量和设备功率等多种因素确定。对整体淬火而言,保温的目的是使工件内部温度均匀趋于一致。对各类淬火,其保温时间最终取决于在要求淬火的区域获得良好的淬火加热组织。
加热与保温是影响淬火质量的重要环节,奥氏体化获得的组织状态直接影响淬火后的性能。-般钢件奥氏体晶粒控制在5~8级。
冷却方法 要使钢中高温相——奥氏体在冷却过程中转变成低温亚稳相——马氏体,冷却速度必须大于钢的临界冷却速度。工件在冷却过程中,表面与心部的冷却速度有-定差异,如果这种差异足够大,则可能造成大于临界冷却速度部分转变成马氏体,而小于临界冷却速度的心部不能转变成马氏体的情况。为保证整个截面上都转变为马氏体需要选用冷却能力足够强的淬火介质,以保证工件心部有足够高的冷却速度。但是冷却速度大,工件内部由于热胀冷缩不均匀造成内应力,可能使工件变形或开裂。因而要考虑上述两种矛盾因素,合理选择淬火介质和冷却方式。
冷却阶段不仅零件获得合理的组织,达到所需要的性能,而且要保持零件的尺寸和形状精度,是淬火工艺过程的关键环节。
分类 可按冷却方式分为单液淬火、双液淬火、分级淬火和等温淬火等。冷却方式的选择要根据钢种、零件形状和技术要求诸因素。
单液淬火 将工件加热后使用单一介质冷却,最常使用的有水和油两种,其变、温曲线如图2中的曲线1。为防止工件过大的变形和开裂,工件不宜在介质中冷至室温,可在200~300℃出水或油,在空气中冷却。单液淬火操作简单易行,广泛用于形状简单的工件。有时将工件加热后,先在空气中停留-段时间,再淬入淬火介质中,以减少淬冷过程中工件内部的温差,降低工件变形与开裂的倾向,称为预冷淬火。
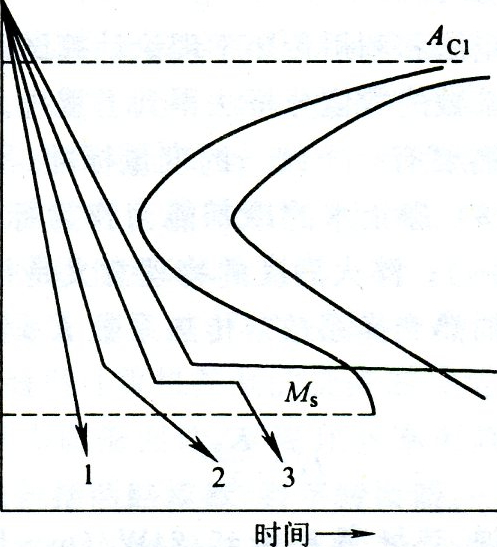
图2 各种淬火冷却的变温曲线示意图
曲线1-单液淬火;曲线2-双液淬火;曲线3-分级淬火;曲线4-等温淬火
双液淬火 工件加热后,先淬入水或其他冷却能力强的介质中冷却至400℃左右,迅速转入油或其他冷却能力较弱的介质中冷却。变温曲线如图2中曲线2。所谓“水淬油冷”法使用得相当普遍。先淬入冷却能力强的介质,工件快速冷却可避免钢中奥氏体分解。低温段转入冷却能力较弱的介质可有效减少工件的内应力,降低工件变形和开裂倾向。本工艺的关键是如何控制在水中停留的时间。根据经验,按工件厚度计算在水中停留的时间,系数为O.2~O.3s/mm,碳素钢取上限,合金钢取下限。这种工艺适用于碳素钢制造的中型零件(直径10~40mm)和低合金钢制造的较大型零件。
分级淬火 工件加热后,淬入温度处于马氏体点(ms)附近的介质(可用熔融硝盐、碱或热油)中,停留一段时间,然后取出空冷。变温曲线如图2中曲线3。分级温度应选择在该钢种过冷奥氏体的稳定区域,以保证分级停留过程中不发生相变。对于具有中间稳定区(“两个鼻子”)型TTT曲线的某些高合金钢,分级温度也可选在中温(400~600℃)区。分级的目的是使工件内部温度趋于一致,减少在后续冷却过程中的内应力及变形和开裂倾向。此工艺适用于形状复杂,变形要求严格的合金钢件。高速钢制造的工具淬火多用此工艺。
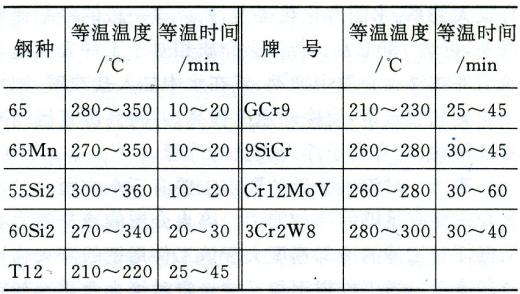
等温淬火 工件加热后,淬入温度处于该钢种下贝氏体(B下)转变范围的介质中,保温使之完成下贝氏体转变,然后取出空冷,变温曲线如图2中的曲线4。等温温度对下贝氏体性能影响较大,温度控制要求严格。常用钢种的等温温度和时间列于表3。等温淬火工艺特别适用于要求变形小、形状复杂,尤其同时还要求较高强韧性的零件。
表3 中国常用钢种的等温温度和等温时间

免费询价服务
Copyright © 2013-现在 广东乐从钢铁世界电子商务股份有限公司 All Rights Reserved
客服专线:0757-28331022 400-800-8333
粤ICP备14043275号
ICP证:粤B2-20192082
营业执照


